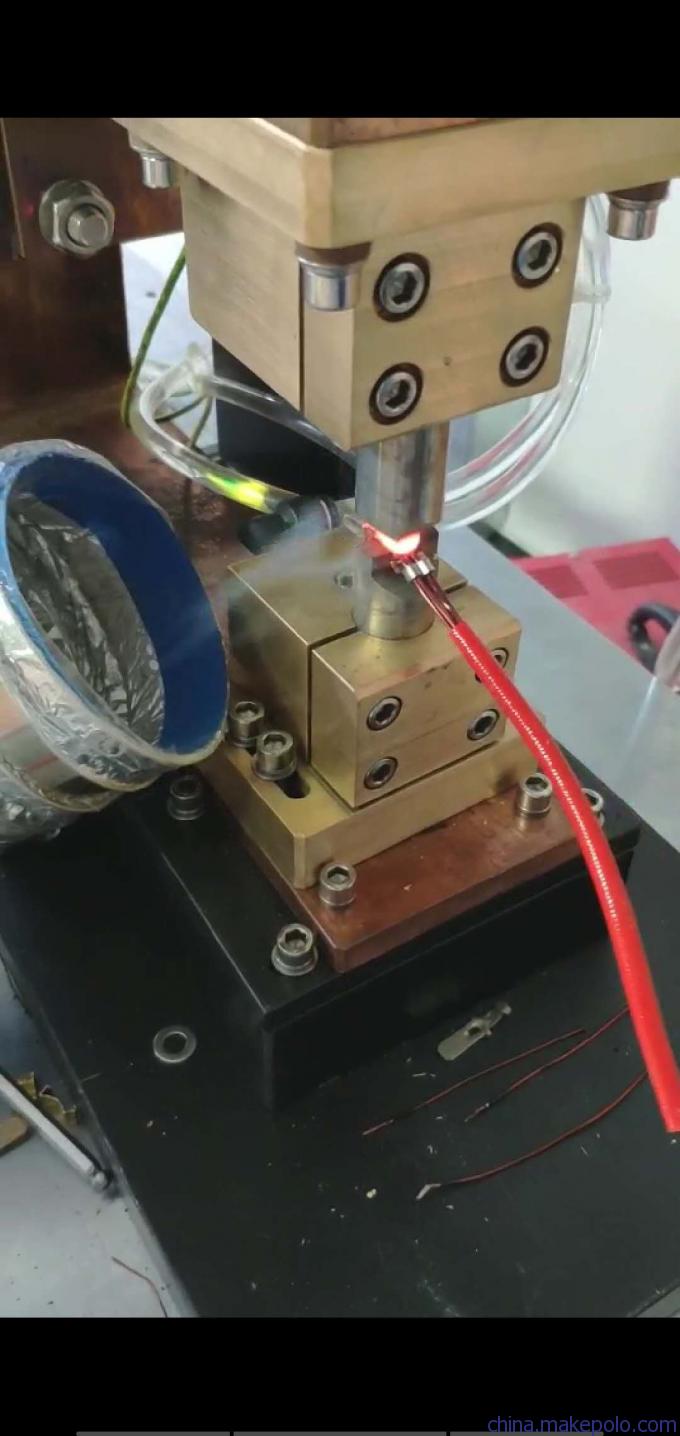
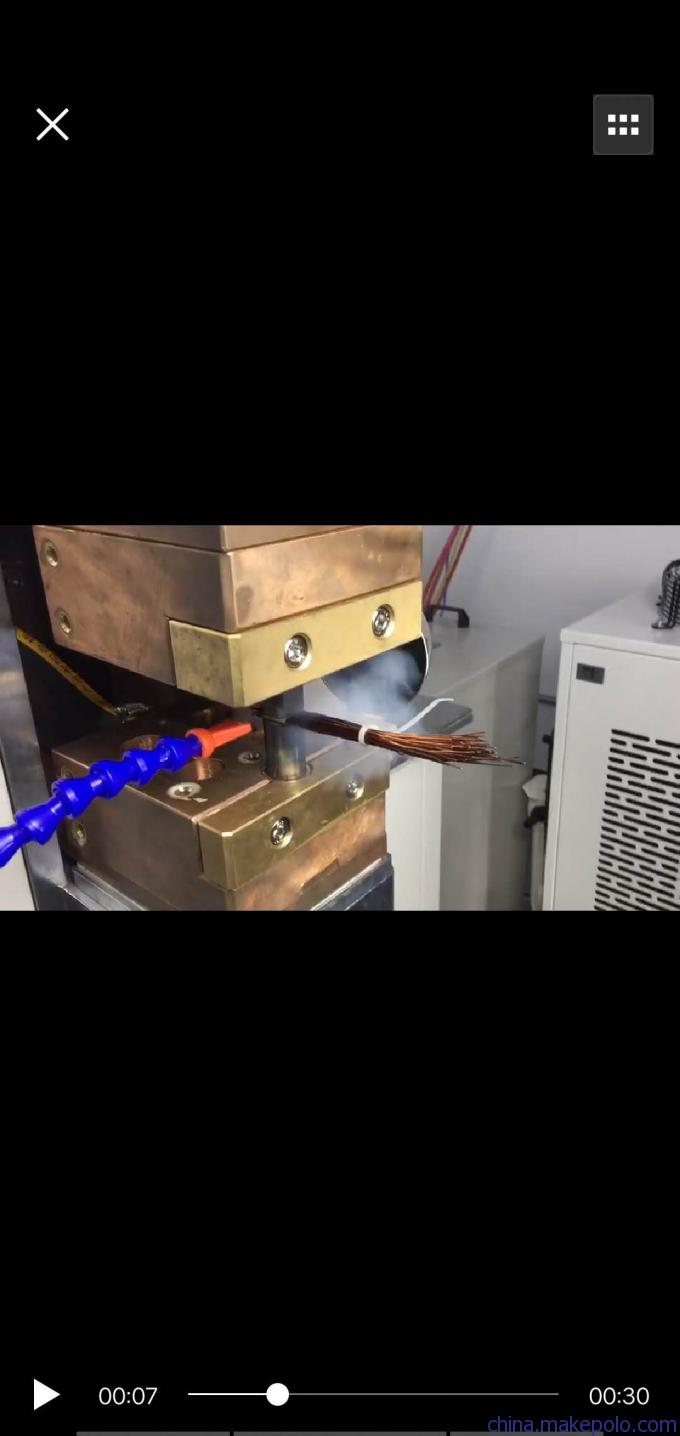
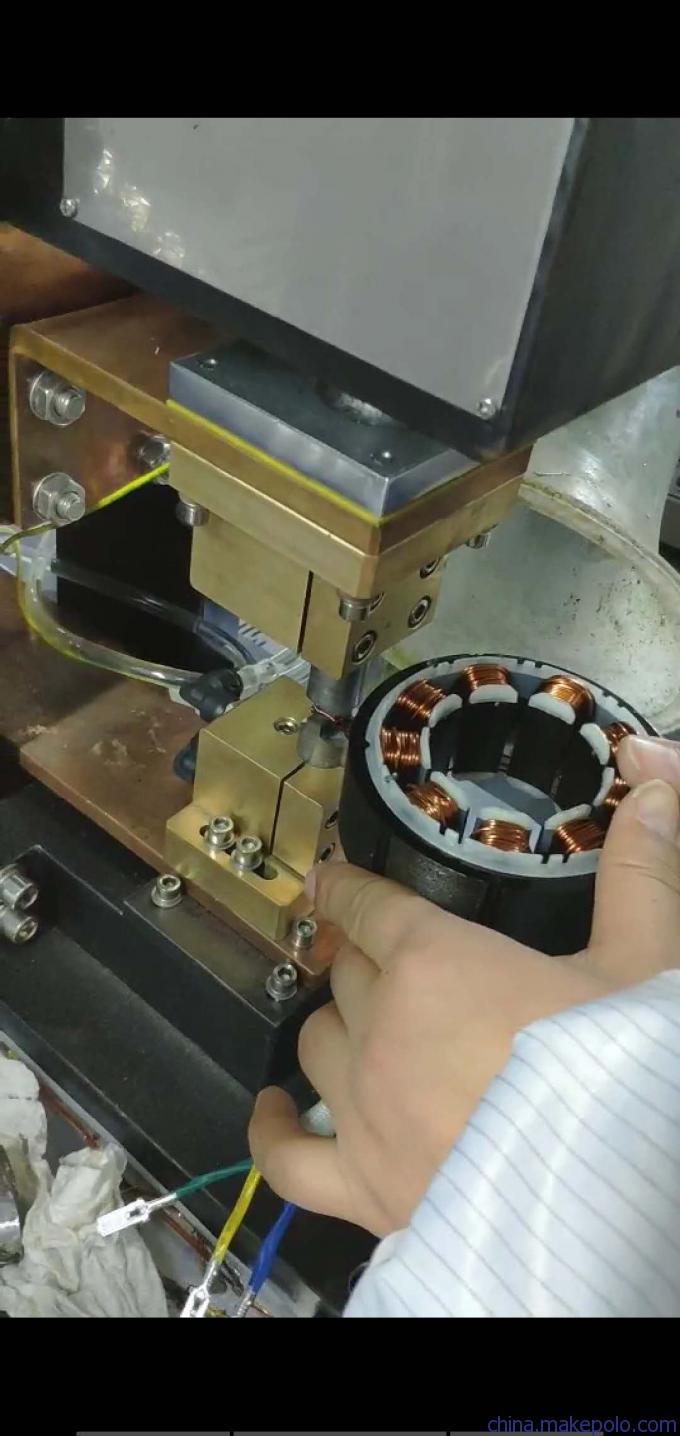
广州精源供应中车电机漆包线 不祛漆 不加锡 热熔机焊接视频介绍
广州市精源电子设备有限公司
联系人:谭窑
邮箱: 1594751750@qq.com 1594751750@qq.com
7、生产效率快,一次只需几秒就可以完成;
查看更多 >> 精简显示 >>
相关视频
多股线压方整型设备 线束整形机 不压端子不上锡把多股线整成一股
不锈钢杯子焊接无痕,铁片无痕焊接,低碳钢 广州市精源电子焊接视频
广州精源供应富士电机引出漆包线不祛漆焊接机-视频
广州精源供应山东华力电机引出 漆包线不祛漆焊接机-视频
广州精源供应昆山森力玛电机漆包线不祛漆焊接机-视频
广州精源供应杭州莱易得电机引出线不祛漆焊接机-视频
广州精源供应富士电机 FujiElectric / 漆包线不祛漆焊接机
镍丝 铂丝0.01-0.2直接焊接不加锡电阻点焊机视频
广州精源供应浙江温州电机漆包线不祛漆焊接机视频
该企业产品
供应精密电阻逆变直流电源
供应电阻逆变直流电源
供应精密电阻逆变直流焊机
厂家直销精密电阻逆变直流焊机
厂家直销精密电阻焊机
精密电阻逆变热压焊机可替代日本哈巴焊机
精密电阻热压焊机可替代日本哈巴焊机
精密电阻热压直流焊机可替代日本哈巴焊机
精密电阻热压直流焊机
精密电阻弧焊机