多股铝漆包线铜端子焊接的原理:
电极下压住铜端子,利用铜端子自身的电阻、施加在铜端子上的加压力和导通的大电流,在工件接触部产生焦耳热,热量首先融掉漆皮,去漆皮后的铝线和铜端子接触点进行熔融的金属连接、焊接。
特点:
1、
不用事先去漆皮,不用焊锡。效率高,成本低,环保。
1、焊接牢固,承受拉力大,并且承受拉力一致性高;
2、压痕小,变形量小,并且压痕变形量比较一致。
适合电机定子范围:
1、电机定子外径:20-1000mm
2、铜管(线鼻子):整个截面直至90
mm2(95平方铜管,铜管外径17.5mm)
3、单根漆包线线径:小于1.5mm
4、引出线长度:大于30MM,建议大于40MM
焊接电机引线验收标准。
1、导通率:每一根漆包线都是导通的;
2、电阻率:电阻率不高于企业标准。
3、熔接程度:剥开端子,能够清晰看到每一根漆包线都是明显的去掉了漆皮,从端子的中间锯开,能够明显看到漆包线之间是几乎没有缝隙的;
4、测试拉力:每根漆包线不能拉出,只能拉断。
5、端子外观:端子的任何部分没有熔融的现象。
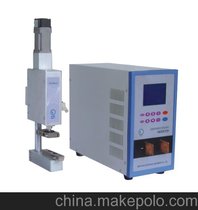
多股铝漆包线焊接机设备操作流程:
1、工人将产品与治具推至焊接工作平台内;
2、作业员将电机上所需焊接的端子位置对准至下电极焊接区域;
3、脚踩下“脚踏开关”——上电极下压到位,上电极压紧产品——再次手按下“通电开关”——焊接——焊接完成上电极自动复位——切换焊接点位循环作业——推出产品回归产线——重复作业。(任意过程可以按急停开关复位)。
我司焊机可以保存20组参数,每一组参数对应保存了焊接电流、焊接时间。
在焊接不同规格的端子时,只需通过操作界面触摸屏选择对应的参数。
生产节拍:
焊接一个线鼻子,时间约10S。